Plusieurs méthodes de traitement domestiques courantes
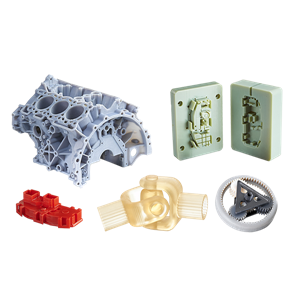
Dans certains cas, le prototype est appelé la première édition. Comme son nom l'indique, avant la production à grande échelle, un petit nombre d'échantillons sont généralement fabriqués sur la base de dessins d'apparence du produit et de dessins structurels, qui sont utilisés pour vérifier l'apparence ou la rationalité structurelle du produit. Alors, quelles industries sont les utilisateurs de précision des usines Shouban ou des sociétés Shouban ? A l'aide de l'outil big data de la maison du webmaster, nous avons recherché le mot-clé"shouban"et a constaté que la demande est relativement forte dans l'automobile, les appareils électroménagers, les appareils électriques, les jouets, l'équipement médical, la technologie et d'autres industries. Pour la production de prototypes et de moules rapides pour ces industries, les méthodes couramment utilisées en Chine sont : Usinage CNC, SLA, SLS, SLM, FDM, moule complexe sous vide, infusion basse pression, tôlerie. Nous définirons, utiliserons des matériaux, utiliserons des logiciels et traiterons en comparant ces types de méthodes de traitement de handboard sur les pièces, les avantages et les inconvénients.
1. Usinage CNC
L'usinage CNC est une machine-outil à commande numérique par ordinateur, qui est formée en coupant une plaque entière en contrôlant la trajectoire de l'outil selon un programme programmé. C'est actuellement la méthode de fabrication de planches à main la plus utilisée en Chine. Le mode opératoire est complexe et demande à l'opérateur une riche expérience. Il est principalement utilisé dans le traitement des plaques de plastique et de métal. Il peut être découpé sur toutes les plaques du marché. C'est une technologie de réduction de matière. Il ne peut traiter que les coins arrondis avec un certain degré de courbure, mais ne peut pas traiter directement les angles droits intérieurs. Découpage/étincelage et autres procédés à réaliser.
2. SLA
SLA est une méthode de moulage photopolymérisable en trois dimensions, une sorte de technologie d'impression 3D. Les matériaux utilisés sont principalement des résines. Des lasers ultraviolets avec des longueurs d'onde et des forces spécifiques sont focalisés sur la surface de la résine photosensible pour les durcir couche par couche. Les couches sont superposées pour former une entité tridimensionnelle. . Toute l'impression 3D est une technologie additive, de 0 à 1. SLA est le premier processus de fabrication de prototypage rapide à haute maturité. Il est directement prototypé à partir de la maquette numérique CAO. La vitesse de traitement est rapide et le cycle de production du produit est court. Sans outils de coupe ni moules, il peut traiter des formes structurelles complexes ou difficiles à former avec des moyens traditionnels. Prototypes et moules. L'équipement SLA est coûteux et a des exigences élevées sur l'environnement de l'usine. La force,
3.SLS
SLS est une fusion laser sélective, une sorte de technologie d'impression 3D, et les matériaux de traitement matures actuels sont la poudre de cire et la poudre de plastique. Lors de l'impression, le faisceau laser fritte sélectivement la poudre carrelée. Une couche complète la boîte à poudre descendante, puis dépose une couche de frittage laser de poudre. Tout frittage sort la boîte à poudre pour éliminer l'excédent de poudre, et vous pouvez obtenir une pièce frittée. . Le moule de planche à main SLS a une résistance élevée et une bonne ténacité. Il peut être utilisé pour fabriquer des roulements, des engrenages, des composants de précision et des composants électroniques. Parce qu'il ne nécessite pas de support, le taux d'utilisation des matériaux est élevé ; mais il est pollué pendant le processus de traitement de la planche à main; la vitesse est relativement lente.
4.SLM
SLM, la technologie de moulage par fusion laser de la zone sélectionnée, est actuellement la technologie la plus courante dans le moulage par impression 3D de métal. Il utilise un spot lumineux à focalisation fine pour faire fondre rapidement la poudre métallique préréglée afin d'obtenir directement des pièces de toute forme et avec une intégration métallurgique complète. 99% ou plus. Dans le processus de fabrication de moules SLM, parce que les pièces sont généralement plus compliquées, les matériaux de support doivent être imprimés, le support doit être retiré une fois les pièces terminées et la surface des pièces doit être traitée, donc le temps de production sera plus long et le coût est plus élevé.
5.FDM
FDM est une méthode de formation par fusion. Le matériau du FDM est généralement un matériau thermoplastique, tel que la cire, l'ABS, le nylon, etc., qui est alimenté sous forme de filament. Le matériau est chauffé et fondu dans la buse. La buse se déplace le long du profil de la pièce et de la trajectoire de remplissage, et en même temps extrude le matériau fondu, le matériau se solidifie rapidement et se condense avec le matériau environnant. Dans le processus de fabrication de moules à main par FDM, le prix est relativement bas, les matériaux sont sûrs et inoffensifs et il n'y a pas de frais de moule. Vous pouvez créer une variété de couleurs, mais vous ne pouvez pas imprimer de produits creux. Après le processus FDM, le moule à main présente des rayures évidentes et la précision du moulage est relativement faible. Il est nécessaire de concevoir et de fabriquer la structure de support et le temps de moulage est plus long.
6. Moule complexe sous vide
Le remoulage sous vide consiste à utiliser des prototypes de produits (tels que le SLA ou le traitement de la planche à main) pour fabriquer des moules en silicone dans un état sous vide, et d'utiliser des matériaux PU pour verser dans un état sous vide, clonant ainsi la même copie que le prototype du produit. La lamination sous vide est actuellement la technologie de copie la plus utilisée dans le monde ; la technologie peut être appliquée pour changer le matériau des prototypes de produits, assembler des prototypes ou effectuer une production en petits lots de produits pour répondre aux tests de performance, à la promotion du marché et à la livraison pendant le développement du produit. Inspection, approbation et autres exigences ; l'utilisation de différents matériaux PU peut reproduire des pièces en caoutchouc, des pièces transparentes, des pièces résistantes aux hautes températures, etc. Les matériaux PU courants sont fragiles, la ténacité et la résistance aux hautes températures sont relativement médiocres.
7. Perfusion basse pression
L'infusion à basse pression, également connue sous le nom de moulage par injection à réaction à basse pression, est un nouveau procédé appliqué à la production de produits moulés rapidement. Il mélange des matériaux en polyuréthane à deux composants dans un moule rapide dans un environnement à température normale et à basse pression, grâce à la polymérisation et à la livraison du matériau. Processus chimiques et physiques tels que le collage et le durcissement des produits de forme. Le moule à plaque manuelle de génération de perfusion basse pression présente les avantages d'une efficacité élevée, d'un cycle de production court, d'un processus simple et d'un faible coût. Il convient à la production d'essais en petits lots dans le développement de produits, ainsi qu'à la production de petits volumes, à une structure plus simple couvrant des pièces et à de grandes parois épaisses et non à la production de produits avec une épaisseur de paroi uniforme.
8. Production de tôle
La production de tôles est le traitement de plaques métalliques telles que des plaques d'acier, des plaques d'aluminium, des plaques de cuivre, y compris la découpe au laser, l'estampage, le pliage, etc. La caractéristique importante des matières premières pour le traitement de la tôle est la même épaisseur de la même pièce.